Model CRVPro4
- Cool running to extend oil life
- Internal surface protection to resist corrosion
- Large oil capacity to dilute contaminants
Vacuum manifolds are commonly used for the final drying of samples removed from a rotary evaporator. Organic solvents and/or acids left behind during the distillation process are removed over several hours or more depending on the sample size. A foreline cold trap is always recommended to minimize the ingestion of the solvents. An acid neutralization trap is also recommended between the cold trap and the pump when strong acids are present in the sample. When the drying is finished for the day, it is very important to either turn the pump off and remove/clean the trap or isolate the trap from pump using a valve. The reason for this is to prevent sublimation of condensed solids or vaporized liquids from the cold trap from re-condensing in the pump.
The use of large capacity pumps (greater than 40 l/min.) on vacuum manifolds will actually shorten the oil change interval. This occurs because the larger pump will accelerate the sublimation process. The vapor flows through the trap too quickly to condense. When a large capacity pump is used, it is common to see at the end of a drying run that no condensable parts are in the trap because the chemicals have been drawn into the pump. There is a common misconception that a pump with a large pumping capacity will shorten the drying time. Due to tubing restrictions in the manifold and stopcock, this is not the case. Drying time differences between a large and a small pump occur only when the manifold system is leaky! Leaky vacuum systems should be repaired.
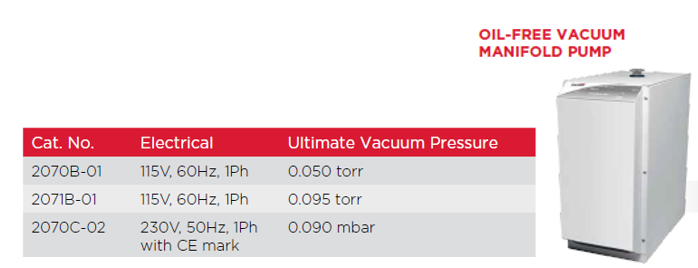
Integrates a proprietary vacuum blower backed with a patented PTFE diaphragm pump. Software optimizes proprietary vacuum blower/PTFE diaphragm operation to allow plug and play operation. The result? The first chemical resistant dry pump alternative to oil-sealed pumps for Schlenk line eliminating oil-related maintenance work. Since the pumping system pulls a deep dry vacuum, there is no risk of oil-vapor back streaming into your vacuum line to potentially contaminate the samples undergoing final drying. Cold trapping is recommended to remove the risk of any sticky or viscous vapors condensing in the pump and building up over time shortening service interval. Avoid using PVC or silicone tubing for connections in your Schlenk line.
Model CRVPro4
CRVpro 4 Direct-Drive Rotary Vane Pump
Is built for reliability to provide stable operation and long product lifespan with proper maintenance. The pumps are cool running due to enhanced air flow leading to pump running 10°C cooler than standard direct drive vane pumps. The lower temperature leads to reduced chemical activity within the pump and slows down rates of oil consumption.
Inside surface of the oil case has a PTFE coating and the outer surface of the pumping module has a black oxide coating. Both coatings act to slow metal corrosion and, when coupled with foreline traps, extend service interval.
The larger the oil capacity the more the dilution of chemical vapors that sublime from foreline cold trap into the pump oil. This minimizes the rates of oil breakdown and reduce chemical attacks within the pump. A foreline cold trap with temperature of -80°C or lower.
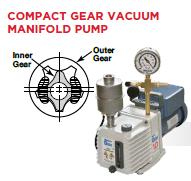
Model 8890A-70
GEM® 8890A-70 high vacuum system is effective for vacuum manifold drying of large manifolds. With its 1.1 cfm (31 l/min.) flow and its ultimate vacuum of 0.1 torr (0.13 mbar), GEM dries 4 to 6 large sample vessels at once.
When operated according to Welch recommendations, the system has the optimum flow and vacuum for long-term durability on vacuum manifolds. Includes convenient vacuum regulator and gauge plus an exhaust oil recycler to capture oil mist ("smoke") from the pump exhaust and return it to the pump. A foreline cold trap with temperature of -80 °C or lower.
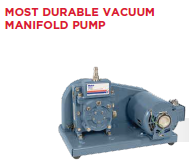
Model 1400/1400N
Or ChemStar® 1400N high vacuum pumps are effective for drying using large vacuum manifolds. The <0.001 torr ultimate pressure results in superior drying performance for the most difficult samples. Belt-drive pumps are known for their durability. Low pump RPM reduces wear and minimizes temperature to reduce oil degradation. The large oil capacity dilutes contaminants for extended service life. For pumping corrosive gases, ChemStar 1400N also incorporates corrosion resistant components for superior performance.
A foreline cold trap is always recommended when pumping on vacuum manifolds. Requires but does not include exhaust filter.
Starting at $5,215.00
Starting at $1,731.20
Starting at $2,472.55



